")
Омедненная, для полуавтоматической сварки по типу отечественной проволоки СВ-08-Г2С Поставляется на пластмассовых еврокатушках диаметром 30...
 FILFAITER/P-0.8мм-5")
 - FILFAITER/P-1.0мм-15")
 FILFAITER/P-1.2мм-15")
 - FILFAITER/P-1.6мм-15")
 - MTL MIG 1070/1.0 7")
 - MTL TIG 1050/2.0-5")





Сварочная проволока используется при полуавтоматической и автоматической сварке, номенклатура сварочных проволок включает в себя несколько видов: сплошная, порошковая, активированная.
Сварочная проволока сплошного сечения
Данный вид сварочной проволоки является наиболее распространенным и отличается основным материалом, химическим составом и видом покрытия. Типы основных материалов, использующихся в сплошных проволоках: сталь, алюминий, медь. Диаметр сварочной проволоки варьируется от 0,3 до 12 мм и, как и химический состав регламентируется по ГОСТ.
Обозначение сплошной сварочной проволоки.
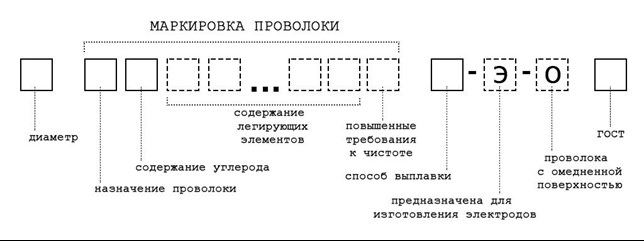
1. Диаметр;
2. Марка проволоки:
- назначение (Св – сварочная, Нп – наплавочная);
- содержание углерода в сотых долях процента. Например, Св08 – проволока содержит 0,08% углерода;
- может указываться содержание легирующих элементов, обозначающихся следующими буквами: X – хром; Н – никель, С – кремний; М – молибден; Г – марганец; Т – титан: Ф – ванадий; Д – медь; Ц – цирконий; Ю – алюминий. За буквой, которая обозначает легирующий элемент, следует число, указывающее его содержание в процентах. Если легирующий элемент содержится в количестве около 1%, то число не ставится. Например, Св08Х21Н5Т расшифровывается следующим образом: проволока сварочная, содержание углерода 0,08%, хрома 21%; никеля 5%; титана 1%;
- могут указываться повышенные требования к чистоте проволоки по вредным примесям – серы и фосфора. Они отмечаются в марке буквами А и АА. Например, в проволоке Св08 допускается до 0,04% серы и фосфора, для Св08А – до 0,03% этих примесей, в Св08АА – до 0,02%.
3. Способ выплавки: ВД – вакуумно-дуговые печи, ВИ – вакуумно-индукционные печи; Ш – электрошлаковый переплав;
4. Если проволока предназначена для изготовления электродов, то ставится буква Э;
5. Если проволока выпускается с омедненной поверхностью, то ставится буква О;
6. ГОСТ на проволоку.
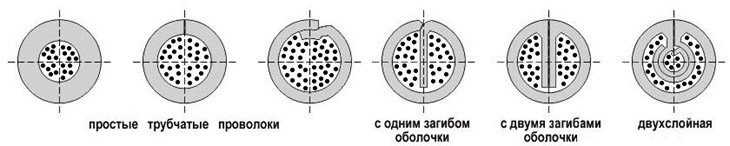
Порошковая сварочная проволока
Порошковая проволока имеет трубчатую форму, которая заполнена металлическим порошком, флюсом или смесью, что позволяет проводить процесс без дополнительной газовой защиты, добавить легирующие и ионизирующие компоненты ,которые позволяют получить более высокое качество сварного соединения и высокую стабильность горения дуги. Конструкция порошковой проволоки может различаться начиная от простой трубчатой и заканчивая двухслойной.
Наполнитель представляет собой смесь руд, минералов, ферросплавов, химикатов. Это позволяет сварочной проволоке получить все плюсы от менее производительного типа сварки покрытым электродом – защиту металла от воздуха, стабилизацию дугового разряда, раскисление и легирование шва, формирование шва, регулирование процесса переноса электродного металла и др.
По составу порошкообразного наполнителя порошковые сварочные проволоки подразделяются на:
По назначению порошковые проволоки бывают самозащитные, предназначенные для сварки без дополнительной газовой защиты, и проволоки для сварки в среде защитных газов. Каждая из этих групп, в свою очередь, подразделяется на проволоки общего назначения и специальные. Применение самозащитных проволок позволяет упростить процесс сварки, поскольку отпадает необходимость в использовании баллонов с углекислым газом. Это расширяет возможности использования полуавтоматической сварки, в частности в монтажных условиях при сварке в трудных пространственных положениях.
Сварочные проволоки специального назначения используются при сварке с принудительным формированием, под водой, для сварки чугуна и т.д.
Кроме марки порошковая проволока также имеет условное обозначение, содержащее четыре группы буквенных и цифровых индексов:
1. Назначение: ПГ – для сварки в защитных газах, ПС – самозащитная;
2. Прочность наплавленного металла в МПа. Дополнительная буква Ч или Л означает для сварки чугуна или легированной стали. Для низкоуглеродистых и низколегированных сталей буква не ставится;
3. Обозначение допустимых пространственных положений: Н – нижнее, В – нижнее, горизонтальное, вертикальное; Вт – только горизонтальное; В^ – только вертикальное; Т – все положения, включая тела вращения;
4. Температура перехода к хрупкому разрушению: 0 – 20°С; 1 – 0°С; 2 – минус 20°С; 3 – минус 30°С; 4 – минус 40°С; 5 – минус 50°С; 6 – минус 60°С. Буква Д – требования не регламентированы.
Активированная сварочная проволока
Активированная сварочная проволока, как и порошковая, имеет в своем составе порошкообразные добавки. Однако их количество значительно меньше и составляет 5–7% от общей массы проволоки. Небольшое количество порошкообразных активирующих добавок позволяет запрессовать их в центр проволоки сплошного сечения в виде тонких фитилей.
Активированные проволоки предназначены в основном для сварки в углекислом газе и его смесях, поэтому металлическую основу составляет, как правило, проволока Св08Г2С.
Введение солей щелочных и щелочноземельных металлов способствует снижению эффективного потенциала дуги и повышает устойчивость ее горения а также позволяет добиться мелкокапельного переноса и уменьшения разбрызгивания, а наличие шлакообразующих компонентов позволяет добиться лучшего формирования шва.
Существенным преимуществом активированной сварочной проволоки по сравнению с порошковой является возможность использования того же оборудования, что и при сварке проволокой сплошного сечения. По своим механическим свойствам активированная проволока близка к проволоке сплошного сечения, допускает многократные перегибы в процессе работы, надежно подается по шлангам полуавтоматов, не сплющивается и не сминается в подающих роликах. Техника сварки не отличается от обычной сварки в углекислом газе.

