
Компания PRO-AZS официальный дистрибьютор FLAMA в России. У нас вы можете купить Горелка для полуавтоматической сварки 3M SB-501W по цене ...























Сварочная горелка является очень важной частью сварочного аппарата. Ее эргономичность, вес, продуманность конструкции и функциональность влияют на процесс сварки не меньше ,чем параметры сварочного источника питания и квалификация сварщика. Ведь даже если у вас самый последний сварочный источник от ведущего производителя, то это не поможет, если вы используете некачественную горелку: кнопка будет залипать, наконечники будут лететь один за другим ,а непродуманная конструкция увеличит время, потраченное на их замену, а если она будет еще и тяжелой, то сварщик не сможет долго с ней работать и сваривать продолжительные швы, а их качество будет неумолимо падать к концу смены. Но и это далеко не все факторы: качество электрической и термоизоляции очень важно для обеспечения защиты сварщика, а следовательно и влияет на то, будет ли выполнена работа в срок и качественно.
Существует огромное количество различных горелок, отличающиеся по нескольким основным параметрам:
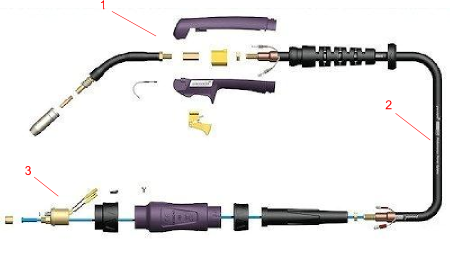
Почти все эти элементы подвержены быстрому износу из-за специфики процесса полуавтоматической сварки. При сварке, особенно на больших токах, происходит выделение большого количества тепла и брызг расплавленного металла, которые очень сильно загрязняют сопло и иногда даже диффузор. Поэтому необходимо несколько раз за смену производить их чистку от застывших капель металла. Наконечник же является самой недолговечной частью сварочной горелки и может меняться каждую смену. Наконечник подвергается большому износу под воздействием силы трения и нагреву, а степень его износа сильно влияет на стабильность подачи проволоки и токоподвода.
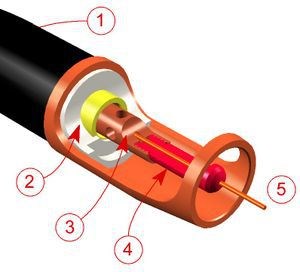
Канал (спираль) также является одним из самых сложных компонентов сварочной горелки и подлежит периодической проверке во время каждой замены катушки с проволокой. Для его очистки от металлической стружки лучше использовать сжатый воздух.

